| High quality compressed air is essential for the efficient, long term operation of all pneumatic devices. Correct air preparation will minimise the risk of component failure, increase their life span and reduce energy consumption. |
|
| The subject of air preparation may not be one to capture the imagination, but bear in mind that around 90% of all failures in pneumatics systems are attributable to the poor quality of the air supply. |
|
| Before discussing the various devices available for preparing and treating air, it is important to understand where problems can arise. |
|
|
|
| Airborne contamination is the most common problem with compressed air systems. Contaminants include particulate matter, moisture and unwanted oils. These can be drawn in from the surrounding atmosphere or physically injected into the system, either by the compressor or by human error; it is not unknown for lubricating oils to be added to non-lube systems. |
|
| Particles suspended in the atmosphere may sound fairly innocuous, yet an average factory contains some 140 million particles of dust, grit and pollen per cubic metre of air, (**50% of these particles are less than 2mm in size). Compress this to 7 bar and the density will exceed 1100 million particles per cubic metre. **NOTE: Ref. Institute of Mechanical Engineers paper no. C390/021. |
|
| Dry particulate matter, at low concentrations, may not represent a major problem. Combined with moisture, compressor oil or other lubricants, however, it will congeal and gradually accumulate on both static and moving surfaces within pneumatic equipment, causing valves to stick, seals and other components to wear and, ultimately, devices to fail. |
|
| Water vapour, which naturally occurs in air, condenses as the warm air from the compressor meets the relatively cold surfaces of downstream equipment. Although condensate can be removed via drains fitted to the compressor, or at other points in the distribution system, moisture held in the form of vapour and droplets suspended in the air flow will still remain. Again, these represent a potential threat, as continuous water action will break down lubricating oils, creating corrosion on exposed metal surfaces - which will break away and add to problems elsewhere in the system and increase the friction between moving parts. |
|
| In addition to dust and moisture, the air supply has the potential to carry other contaminants. The most common is compressor oil, emitted initially as oil vapour, which gradually condenses to form a film inside valves and cylinders. This film collects dirt and grit, which in turn may score the surface of moving parts. It is never an advantage to have oil from a compressor in the system as this oil is inevitably degraded and oxidised after the heat of compression. Usually it is acidic and can appear as a varnish-like substance possessing properties completely opposed to lubrication. If synthetic oils are being used, these can cause chemical attack on downstream components such as seals and polycarbonate parts. |
|
| Valve seals in particular can be prone to attack by compressor oil, which causes the Acrylonitrilebutadiene rubber, used both for O-ring and bonded spool devices, to swell to the point where friction between the seal and the barrel causes the valve to stick in one position. |
|
| Further problems can be caused by chemical substances, drawn in through the compressor intake from the surrounding environment. Left untreated, these will attack rubber and plastic seals and gaskets, corrode air lines and generally contribute to a steady decline in operating efficiency. |
|
|
|
| Although filters can be fitted to the compressor intake, it is difficult to prevent contaminants under 2-5 microns being drawn in; certainly it is almost impossible to eliminate water vapour and surplus compressor oil being injected into the air supply. Instead, it is necessary to incorporate filtration, drying and pressure regulation equipment downstream of the compressor. Additionally, lubrication units may be required prior to some pneumatic devices. |
|
|
|
| A typical separator unit operates by directing inlet air at high speed over a louvred deflector plate; this creates a vortex where solid particles and moisture droplets are centrifugally spun out of the air stream. Liquid and solid matter in solution then collects at the base of the filter, where it can be drained off. |
|
| If large volumes of condensate are likely to form, it is preferable to use automatic drain systems. As these do not require regular maintenance, it is possible to reduce both labour costs and eliminate any problems which may be caused by neglect of manual devices. |
|
| This type of unit does not, however, remove particles, such as oil mist, below approximately 0.5 microns. To achieve this, secondary filters, based on air flow through an element, must be incorporated. The elements are manufactured from a fine stainless steel mesh, encompassing multi-layer filter tissues and surrounded by an absorbent gauze. Operation is based on the principle of Brownian movement, where individual particles moving at high speed through the fibres of the element eventually coalesce, forming a film which adheres to the filter. Depending on the materials used within the element and the number of layers, it is possible to remove particles down to 0.01 micron in size, which typically represents 99.99% of all contaminants. |
|
|
|
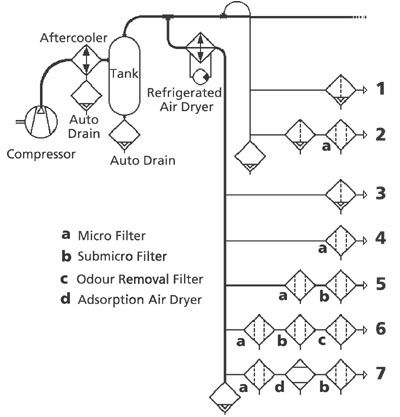
| Number |
removal of... |
Application |
Typical Examples |
| 1 |
| Dust particles >5µ |
| Liquid oil to 99% |
| Saturated humidity to 96% |
|
| Where some solid impurities humidity and oil can be accepted . |
|
| Workshop air for clamping blowing and simple pneumatic drives |
|
| 2 |
| Dust particles >0.3µ |
| Oil mist to 99.9% |
| Saturated humidity to 99% |
|
| Where removal of dust and oil dominates, but a certain amount of condensation can be risked. |
|
| General industrial equipment, pneumatic controls and drives, sealless metallic joints, air tools and air motors. |
|
| 3 |
| Humidity to atmospheric dew point of -17ºC |
| dew point |
| Saturated humidity to 99% |
|
| Where removal of humidity is imperative but traces of fine dust and oil are acceptable. |
|
| Similar to (1) but as the air is dry additional spray painting. |
|
| 4 |
| Dust particles >0.3µ |
| Oil mist to 99.9% |
| Humidity up to an atmospheric dew point of -17ºC |
|
| Where no humidity, fine dust and oil vapour are acceptable. |
|
| Process control, measuring equipment, high quality spary painting, cooling of foundry and injection moulding dies. |
|
| 5 |
| Dust particles >0.01µ |
| Oil mist to 99.9999% |
| Humidity as (4) |
|
| Where pure air, pratically free from any impurity is required. |
|
| Pneumatic precision measuring devices, electrostatic spray painting, cleaning and drying of electronic assemblies. |
|
| 6 |
| As (5) with additional odour removal. |
|
| Where absolutely pure air, as under (5), but odour free. |
|
| Pharmacy, food industry for packaging, air transport, brewing and breathing air. |
|
| 7 |
| All impurities as in (6) but with an atmospheric dew point of greater than -30ºC. |
|
| Where every risk of condensation during expansion and at low temperatures must be avoided. |
|
| Drying electronic components, storage of pharmaceuticals, marine measuring equipment, air transport of powder. |
|
|
| Filter elements should be checked regularly and where possible should be changed to prevent a build-up of material blocking the free flow of air and thus causing a drop in system pressure. Additionally, in chemically hazardous environments special materials are needed, for both the internal and external components; carbon impregnated elements are also available for use in systems where odours must be removed. |
|
|
|
| Most manufacturers supply detailed flow/pressure charts to enable filters to be sized correctly. In general terms, however, the size of filters and regulators required depends on the maximum flow of compressed air required to drive downstream equipment, and the maximum acceptable drop in pressure across the air preparation system. With a vortex type filter a pressure drop of approximately 0.2 to 0.3 bar is adequate, to ensure that the velocity of the air stream is increased to the point where contaminants are removed. Extending the pressure drop further, for example, above 0.5 bar, is unnecessary and will simply result in a greater load on the compressor. |
|
| Conversely, element type filters operate more efficiently if the pressure drop is minimised, typically around 0.l bar. As a result, they tend to be relatively large, in order to expose as wide an area of mesh as possible to the air stream. As the mesh gradually becomes saturated, however, so the pressure drop, and hence the energy consumption, will increase, making it important to replace elements when necessary. |
|
|
|
| Most compressors are fitted with an aftercooler. This is designed to remove a large proportion of the condensate resulting from the compression process, by reducing the air temperature to within 10-15 °C of the ambient temperature. |
|
| To reduce the level of water vapour still further, especially if parts of the pneumatic system are exposed to areas where temperatures fluctuate, such as where pipes are routed along outside walls or through ceiling areas, it is necessary to incorporate drying systems. These are generally absorption (deliquescent), refrigeration or adsorption (desiccant) dryers and function by lowering the dew point (see Dew Point chapter). |
|
| Absorption dryers function by forcing the air through a drying agent, typically dehydrated chalk, magnesium chloride, lithium chloride or calcium chloride, which react with the moisture to form a solution which can be drained off. |
|
| Refrigeration dryers operate on the principle of heat exchange, using evaporating gas to extract heat from the circulating air and causing moisture to condense. |
|
| Absorption dryers use a chemical such as silica gel or activated alumina, to adsorb moisture. Once the drying agent becomes saturated it is regenerated by applied heat or by passing pre-dried air through it. |
|
| |
Advantage |
Disadvantage |
| Absorption |
| Pressure dew point (PDP) +16ºC |
| Low capital cost. |
|
| Inlet temperature must not exceed 30ºC |
| Drying agents must be regularly replenished. (additional hidden ongoing costs which can cause down time of air supply.) |
| Uses highly corrosive chemicals. (Environmentally questionable waste.) |
|
| Refridgeration |
| +3ºC PDP best possible dew point. |
| Input temeratures can be as high as 60ºC (aftercooler preferred - will remove bulk moisture and suit sites with no low temperatures on outside pipework.) |
|
| Output: dew point will vary with approach temperature at the inlet, and cleanliness of heat exchanger. |
|
| Adsorption |
| Achievable pressure dew point of -40ºC. (-70ºC possible for specialist applications.) |
|
| High capital cost |
| High operating cost |
|
|
| An important point to note is that if adsorption or absorption dryers are used, it is essential to incorporate fine micro-filters, to prevent any residue from the chemicals being carried into the pneumatic system as a fine mist. |
|
|
|
| Pressure regulation is necessary to maintain a consistent operating pressure. If this is too great, energy costs will be unnecessarily high. Too low a pressure and the system will be incapable of supporting the work loads required. Pressure regulators function by means of a piston or diaphragm acting against a spring. Thus, output pressures are controlled. Combined regulator and filter units are also available. |
|
|
|
| The majority of modern pneumatic devices are now pre-lubricated and require no additional lubrication. Older equipment, however, does require internal lubrication, by adding a suitable oil to the compressed air. This technique, however, results in increased maintenance and can lead to the presence of vaporised oil in exhaust outlets. |
|
|
|
| The design of air preparation devices should be such that they are easy to install and maintain. Similarly, they should provide an efficient throughput of air, ensuring that contaminants are effectively removed, while pressure losses are reduced to an acceptable level. |
|
| Additionally, the system design should take account of the fact that, at any one time, only a certain number of devices will be in operation. This number may change under different conditions, so air consumption figures for peak and average demand must be derived, to ensure that both air preparation and other equipment, such as valves and actuators, function efficiently. |
|
| Incorrect specification of filters is a major contributory factor to the failure of pneumatic devices. Generally, the size of element chosen is too large to remove sufficient quantities of particles, or is left un-serviced for long periods, resulting in erratic or sudden changes in pressure or in a surge of contaminants, as they break away from the element. Alternatively, a build up of debris can create back pressure on the compressor. |
|
| Finally, whatever type of system is used, it is important to consider the demands imposed upon it, both by the application and by the surrounding environment, if the performance and long term reliability of pneumatic equipment is to be maintained. |
|


